 服务热线:+86-510-80628100服务热线:+86-510-80628100
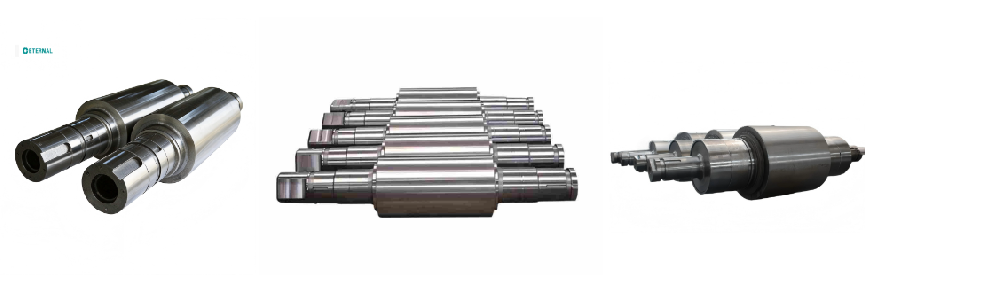
服务热线:+86-510-80628100服务热线:+86-510-80628100锻钢冷轧辊(工作辊、中间辊、支撑辊)采用电炉冶炼+真空精炼+电渣重熔(ESR)三联冶炼工艺,并经锻造、高温扩散、正火、球化退火、扩氢以及后续调质、双频淬火、冷处理、机加工等多工序冷、热加工,满足冷轧金属对轧辊的使用要求。
锻钢冷轧辊主要用于各类黑色金属冷连轧机、单机架冷轧机工作辊、中间辊;冷轧及热轧平整机工作辊;小型冷轧机工作辊、支承辊;有色金属轧机冷轧工作辊、支承辊。
江阴万恒机械制造有限公司生产的高品质冷轧辊凭借卓越的制造工艺与严苛质量管控体系,能够完美适配全球主流国际知名品牌冷轧机生产线,包括德国西马克(SMS group)、德国阿亨巴赫(Achenbach)、意大利达涅利(Danieli)、英国普锐特(Primetals Technologies)、日本日立(Hitachi)等行业标杆企业的各类冷轧机组,涵盖串列式冷轧机、六辊 UC-MILL、铝箔轧机、不锈钢精密轧机等多种机型。
目前锻钢冷轧辊主流材质有Cr2、Cr3、Cr5、Cr6以及半高速钢、高速钢系列。不同轧机用辊辊身硬度稍有不同,推荐辊身硬度(HSD)见下表:
轧机 | 工作辊 | 中间辊 | 平整辊 | |
单机架轧机 | 88-94 | 75-85 | 94-98 | |
连轧机 | 93-97 | 75-85 | 94-98 | |
有色轧机 | 92-98 | 75-85 | 95-100 | |
铝箔工作辊 | 100-105 | |||
Cr2系列材质是较早开发冷轧辊材质,铬含量在2%左右。工作辊淬硬层深度≤15mm、中间辊淬硬层≤25mm。主要材质有86CrMoV7、8Cr2MoV、9Cr2Mo、9Cr2MoV等,其特性如下:
优点:残余奥氏体量低,组织相对稳定; 淬硬层浅,不易出现深层剥落。
缺点:淬硬层浅,作为工作辊需进行1-2次重淬;合金含量低,轧辊耐磨性不高。
Cr3系列材质是在Cr2材质基础上,将铬含量增加到3%左右。合金元素增加,提高了轧辊的淬透性,淬硬层深度一般在25mm以上,最深可达30mm,主要材质有8Cr3Mo、8Cr3MoV、9Cr3Mo、9Cr3MoV、32Cr3Mo1V、MC3A、MC3B、MC3C、MC3D等材质,是目前中小型冷轧生产线应用最广泛的锻钢冷轧辊材质,其特性如下:
优点:合金含量提高,耐磨性较Cr2系列提高30%左右;淬硬层较深,轧辊一般不需重淬。
缺点:淬硬层深,出现严重轧制事故时易造成较深剥落。
Cr5系列材质属深淬硬层新材质,铬含量在5%左右,淬硬层深度可达45mm以上,最深可达50mm,主要材质有8Cr5Mo、8Cr5MoV、9Cr5Mo、MC5A、MC5B、MC5C、MC5D等材质,是目前全球冷轧行业应用覆盖面最广的核心主流材质。
优点:铬含量高,轧辊耐性比Cr2冷辊提高1倍左右;碳化物分布更细小弥散,轧辊抗事故性较好、淬硬层深,可一次使用到报废直径,不需重淬。
缺点:淬硬层深,表面缺陷不及时清理干净,易引起深层剥落。
Cr6是近年开发的冷轧辊新材质,铬含量在6%左右,材质有9Cr6MoV等。由于大量铬合金元素的作用,组织中的碳化物类型全部转变成显微硬度高、耐磨性更好的类型,且随着铬含量的提高,使用层内硬度降落更小,主要用于轧制高等级汽车板、家电板工作辊。
半高速钢是多元合金锻钢冷轧辊新材质,在Cr5、Cr6的基础上,通过增加钨、钼、钒、铌等微合金元素。其特点是随着回火温度的升高,硬度降落缓慢,伴随着析出大量的具有弥散强化效果的三次碳化物,具有明显的二次硬化效果,良好的组织结构极大增加材料的耐磨性和抗事故性能,是冷轧硅钢、不锈钢、热轧铝等难轧金属的首选轧辊材质。
免责声明:本文转载自网络,如有侵权,请联系删除。
