 服务热线:+86-510-80628100服务热线:+86-510-80628100
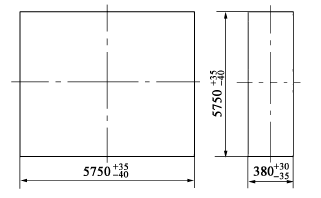
服务热线:+86-510-80628100服务热线:+86-510-80628100超宽盾构刀盘方板锻件的结构具有特殊性, 其宽度大、厚度薄,本次承制的5750 mm×5750 mm×380 mm 超宽薄板刀盘方板锻件属于极限制造领域, 展宽难度极大,且在晶粒度和钢水纯净度控制方面提出更为苛刻的要求, 采用传统的“镦拔+宽砧拔扁拔长+旋转90°拔长” 工艺方案的控制难度极大, 通过工艺创新提出了“控尺制坯+旋转进砧展宽拔长+四面平整” 的工艺方案, 并通过强化冶炼和热处理过程控制成功完成生产试制。

锻件基本情况
盾构刀盘方板锻件单重98700 kg, 材质为Q345 钢, 主要技术要求为: (1) 非金属夹杂物按照GB/T 10561—2023中ISO 评级图评级, 级别为2 级, 夹杂物宽度为细系B 级; (2) 晶粒度按照GB/T 6394—2017中7 级规定; (3) 力学性能: 屈服强度≥345 MPa, 抗拉强度范围为450~600 MPa, 伸长率≥20%、冲击功(-20℃)≥27 J; (4) 超声波探伤按照JB/T 5000.15—2007中的Ⅱ级验收, 对Φ1.6 mm 以上的当量缺陷进行记录。
成形工艺方案和参数制定
钢水冶炼控制
冶炼采用电炉初炼-精炼-真空脱气-真空浇注的工艺方案, 成分配比(%, 质量分数) 为:C0. 15~0. 18, Mn1. 3~1. 6, Nb0. 02, 其余元素按中上线控制。具体过程控制如下。
(1) 优选钢板料、返回料头; 优选内壁质量良好且使用次数较少的冒口, 冒口、锭模和底盘使用前将残钢、残渣清理干净, 冒口连续烘烤时间不低于5h。
(2) 电炉出钢的P 含量( 质量分数) ≤0.005%, 成品P 含量(质量分数) ≤0.015%, 出钢时氩气压力≤1.0 MPa。
(3) 精炼时间≥120 min, 精炼过程加强脱氧脱硫, 保证[O] ≤0.003%、S 含量(质量分数) ≤0. 005%; 返加热出钢前静吹时间≥20 min, 软吹氩气流量控制在30~50 L·min^-1 范围内。
(4) 真空处理时, 钢水在高真空状态下的有效时间不低于20 min; 成分合格后, 调整氩气流量软吹, 并控制软吹时间。
(5) 真空浇注时, 引流后控制好滑板压力, 严禁氩气压力过大而造成钢液氧化、卷渣; 浇注过程视钢水扩散情况调整水口氩气压力, 保证扩散优良;关包后迅速破空, 及时加入发热剂。
锻造工艺过程及参数控制
总体成形工艺方案为: 压钳口和预拔长-宽砧强力压下锻造法。镦拔下料坯料,镦粗上下平砧,控尺展宽拔长制坯,上平砧下回转台旋转进砧,展宽拔长四面平整修整。关键锻造工序参数控制如下。
(1) WHF 法镦拔下料: 该阶段中镦拔主要考虑高温状态下锻透焊合内部的铸态缺陷(疏松、孔洞型缺陷等)。加热温度为(1240±10) ℃, 充分利用坯料在高温状态下较好的锻透压实效果; 每趟压下量按照18% ~20%控制, 砧宽比为0. 6 ~0. 8; 合理控制错砧和搭接量, 避免变形“死区”。
(2) 坯料镦粗: 该阶段镦粗主要考虑坯料展宽需要, 镦粗后控制尺寸为Φ3000 mm×1950 mm, 保证后续展宽尺寸, 并且有利于拔长。
(3) 上下平砧展宽拔长: 根据坯料长度、展宽尺寸和锻造过程制定相适应的进砧量和压下量, 并结合锤头长度, 长度不小于5800 mm, 宽度不大于5000 mm, 压下量为15%, 每拔完一趟面内翻转180°。
(4) 控尺制坯: 制坯尺寸为580 mm×4800 mm×4800 mm, 修整坯料两端的舌头和弯曲。
(5) 上平砧+下回转台旋转进砧展宽拔长: 采用旋转进砧方式展宽拔长, 结合模拟结果和锤头长度, 每趟次锻造时首先从直角处开始旋转进砧锻造压实, 然后自四周依次向心部布砧, 压下率为10%~15%。在保证进砧量≤压后高度的前提下, 坯料四周部位的进砧量应尽可能按大值进行控制, 靠近中心部位的进砧量按照压下量的3.0~3.5 倍, 防止心部折叠。

热处理
根据材料特性, 结合零件结构和尺寸, 确定采用正火+过冷+回火的热处理工艺路线, 利于保证其综合力学性能。锻造完成后立即转运并鼓风喷雾空冷至400~450 ℃入炉, 正火温度为880~900 ℃, 过冷保温温度为280~320℃, 回火温度为560~580℃; 正火保温后出炉鼓风喷雾强制冷却、风扇均匀布置, 且支垫高度≥800 mm, 每隔2 h 翻转一次(保证各部位冷速的一致性), 待温度冷至280~320 ℃入炉。
结论
(1) 锻造采用“控尺制坯+旋转进砧展宽拔长+四面平整” 的工艺方案能够更有效地焊合内部缺陷, 不仅便于操作且锻造效率较高, 更能够保证质量。
(2) 钢锭冶炼采用“优选钢板料+真空脱气+真空浇注” 的工艺方案, 并强化过程参数控制, 能够保证钢锭纯净度。
(3) 热处理正火阶段“均匀喷雾强制冷却+控制支垫高度+控时翻转” 的工艺控制措施, 有利于均质性控制和保证综合力学性能。
本文来源网络,如侵权,请联系删除
